OPERATIONS MANAGEMENT
CHECK POINT 70: TOOL CONTROL
This Check Point Is Available By Subscription Only,
But You Can Still Check Out The Menu Below. |
|
| |
|
DO I NEED TO KNOW THIS CHECK POINT?
|
| |
OPERATIONS MANAGEMENT
CHECK POINT 70: TOOL CONTROL
Please Select Any Topic In Check Point 70 Below And Click. |
|
| |
|
DO I NEED TO KNOW THIS CHECK POINT?
|
| |
WELCOME TO CHECK POINT 70 |
|
| |
HOW CAN YOU BENEFIT FROM CHECK POINT 70? |
| |
| The main purpose of this check point is to provide you and your management team with detailed information about the Tool Control and how to apply this information to maximize your company's performance. |
| |
| In this check point you will learn: |
| |
• About classification of tools.
• About tool control requirements.
• About lean operational guidelines for tool control.
• About advantages of tool control and tooling cost-effectiveness factors.
• About tooling requirement evaluation questions.
• About tooling make-or-buy decision factors.
• How to estimate the cost of a tool and complete a tool costing sheet.
• About toolroom work planning and control procedures.
• About tool testing procedures.
• About tool standardization program... and much more. |
| |
LEAN MANAGEMENT GUIDELINES FOR CHECK POINT 70 |
| |
| You and your management team should become familiar with the basic Lean Management principles, guidelines, and tools provided in this program and apply them appropriately to the content of this check point. |
| |
| You and your team should adhere to basic lean management guidelines on a continuous basis: |
| |
| • |
Treat your customers as the most important part of your business. |
| • |
Provide your customers with the best possible value of products and services. |
| • |
Meet your customers' requirements with a positive energy on a timely basis. |
| • |
Provide your customers with consistent and reliable after-sales service. |
| • |
Treat your customers, employees, suppliers, and business associates with genuine respect. |
| • |
Identify your company's operational weaknesses, non-value-added activities, and waste. |
| • |
Implement the process of continuous improvements on organization-wide basis. |
| • |
Eliminate or minimize your company's non-value-added activities and waste. |
| • |
Streamline your company's operational processes and maximize overall flow efficiency. |
| • |
Reduce your company's operational costs in all areas of business activities. |
| • |
Maximize the quality at the source of all operational processes and activities. |
| • |
Ensure regular evaluation of your employees' performance and required level of knowledge.
|
| • |
Implement fair compensation of your employees based on their overall performance.
|
| • |
Motivate your partners and employees to adhere to high ethical standards of behavior. |
| • |
Maximize safety for your customers, employees, suppliers, and business associates. |
| • |
Provide opportunities for a continuous professional growth of partners and employees. |
| • |
Pay attention to "how" positive results are achieved and constantly try to improve them. |
| • |
Cultivate long-term relationships with your customers, suppliers, employees, and business associates. |
|
|
|
1. CLASSIFICATION OF TOOLS |
 |
|
COMMONLY USED TOOLS |
Business owners and operations managers must be familiar with cost-effective tool control procedures which represent an essential element of operations management activities in many business organizations.
Every manufacturing and many non-manufacturing organizations utilize a substantial quantity of small appliances, such as Tools, Jigs, Dies and Fixtures commonly used in the production and operational environments.
All tools can be classified into three basic categories illustrated below. |
CLASSIFICATION OF TOOLS |
 |
|
|
|
|
Standard
Tools |
|
Special
Tools |
|
Perishable
Tools |
These tools are interchangeable and can be used on various machines. |
|
These tools are not interchangeable, are often very expensive, and are applicable to a specific type of work or product. |
|
These tools are often termed consumable tools because of their short life span. Their cost is often substantial as a result of their high consumption. |
|
|
Note:
Tooling may include tools, jigs, dies, and fixtures. |
ADDITIONAL INFORMATION ONLINE |
|
|
|
|
2. TOOL CONTROL REQUIREMENTS |
|
|
IMPORTANCE OF TOOL CONTROL |
Tools represent an integral part of any manufacturing and some non-manufacturing processes and should be planned and prepared for in advance.
It is necessary to develop and maintain practical Tool Control to ensure good workmanship, and to satisfy the operational requirements of the organization. Some of the important requirements of tool control are outlined below. (4) |
TOOL CONTROL REQUIREMENTS |
1. |
Tools which have to be made for jobs should be designed by the toolroom or sub-contractors. |
2. |
Tools needed for each operation should be specified. |
3. |
Tools should be standardized. |
4. |
A toolroom should be maintained, if feasible. |
5. |
Tools should be inspected and maintained in proper condition. |
6. |
Tools should be delivered promptly to operators when and where required. |
7. |
All tools should be fully accounted for and their location known at all times. |
8. |
Operators should be held responsible for all tools used by them. |
9. |
Toolkeepers should be carefully selected. |
10. |
Records should be kept showing performance and tool cost. |
11. |
A perpetual inventory of tools should be provided. |
|
| |
ADDITIONAL INFORMATION ONLINE |
|
|
|
3. LEAN OPERATIONAL GUIDELINES FOR TOOL CONTROL |
|
|
LEAN OPERATIONAL GUIDELINES |
Since tools represent an integral part of any manufacturing and many operational processes, it is essential to take into consideration Lean Operational Guidelines related to tool control outlined below. |
LEAN OPERATIONAL GUIDELINES FOR TOOL CONTROL |
1. |
Simplify the tools, jigs, dies, and fixtures requirements. |
2. |
Maximize the use of tooling which helps to reduce machine set-up times. |
3. |
Maximize the use of interchangeable tooling. |
4. |
Maximize the quality and reliability of tooling. |
5. |
Decentralize tooling storing facilities. |
6. |
Keep tooling as close as possible to their actual points of use to minimize the travel distances and possible waste of labor time. |
7. |
Maximize the overall control over tooling. |
8. |
Prepare tool kits for special tasks, jobs, or operations. |
9. |
Minimize the cost of tooling while maintaining high quality. |
10. |
Maintain continuous cost control of tooling. |
11. |
Maximize the cost-effective use of tooling sub-contractors and suppliers. |
12. |
Identify reliable tooling sub-contractors and suppliers who are able to provide tools on a short delivery time basis and at most competitive prices. |
13. |
Cross-train tooling specialists and operators for cost-effective tool maintenance purposes. |
|
| |
LEAN METHOD FOR TOOL CONTROL |
A popular Lean Management Method, frequently used in eliminating waste and organizing the workplace, is "5S" or 5S Plus One". This method was developed by Hiroyuki Hirano as a part of his overall approach to production systems and it is particularly useful in ensuring cost-effective tool planning and control procedures. The 5S Plus One Method for tool control includes six tasks presented below. |
| |
THE "5S" METHOD (OR "5S PLUS ONE") |
| 1. |
Sort Out (Seiri).
The first step entails classifying all items in the workplace into "3R" categories:
• Retain - retain all items that are essential for effective functioning in the workplace.
• Return - return all items that are not essential and belong to somebody else.
• Rid - remove all items that are not required for effective functioning in the workplace.
|
| 2. |
Systemize (Seiton).
The second step entails arranging all work, tools, and materials in a specific order to create an efficient working system and operational flow in the workplace. |
| 3. |
Scrub (Seiso).
The third step entails systematic "spring cleaning" of the workplace, equipment and tools to ensure clean working environment. |
| 4. |
Standardize (Seiketsu).
The fourth step entails standardizing all operational procedures, tooling and equipment setup and maintenance requirements in the workplace. |
| 5. |
Sustain (Shitsuke).
The fifth step entails ensuring continuous adherence to rules and procedures in the workplace. |
| 6. |
Safety (The 6th S).
The sixth step entails evaluating the working area in terms of potential hazards and creating a safe environment for everybody involved in the workplace. |
|
Lean Management is discussed in detail inTutorial 1. |
ADDITIONAL INFORMATION ONLINE |
|
|
|
4. ADVANTAGES OF TOOL CONTROL |
|
|
TOOL CONTROL |
Tool Control represents an important management task in every operational facility. Tool control may be implemented and maintained manually or by using specific computer software program.
Effective tool control may offer important advantages to manufacturing and non-manufacturing companies alike as outlined below. (5)
|
ADVANTAGES OF TOOL CONTROL |
1. |
Reduced capital tied up in inventory and less interest charges. Tool stocks are kept consistent with production requirements. New tools are not designed and made when proper tools already exist. Obsolete tools are disposed of. |
2. |
Quality of products is maintained. Good tools permit good workmanship. |
3. |
Production cost is reduced. Work is turned out in less time with less scrap and spoilage. |
4. |
Tool cost is reduced. Proper care prolongs tool life. Worn tools are salvaged. Losses due to waste and pilferage are cut down. |
5. |
Tool storage space is conserved and tool crib operating costs are reduced. Limited centralization, orderly arrangement, proper shelving, adequate indexes and records, and capable personnel, all contribute toward such economies. |
|
| |
ADDITIONAL INFORMATION ONLINE |
|
|
|
5. TOOLING COST-EFFECTIVENESS FACTORS |
|
|
HOW MUCH SHOULD BE SPENT IN TOOLING? |
It is essential to ensure Tooling Cost-Effectiveness in any manufacturing or non-manufacturing organization and to establish a correct level of expenditure.
The amount of capital which should be invested in Tooling depends primarily on the particular operational requirements and varies substantially among different companies. Significant expenditure for tools is usually required whenever the product must be manufactured in large quantities.
Tooling may also provide important savings in Labor Costs. It is essential, therefore, to invest sufficient capital into the process of developing new tooling to simplify and speed up the manufacturing or operational processes. An additional factor to be considered is the Tool Estimated Life and the possible discontinuation of a particular Product Line.
Major factors determining the level of Capital Investment into tooling are outlined below. |
TOOLING COST-EFFECTIVENESS FACTORS |
1. |
Economic advantage due to labor cost reduction. |
2. |
Effective tool cost recovery over a large quantity of products. |
3. |
Increased accuracy and improved quality of products. |
4. |
Increased productivity of the manufacturing process. |
|
|
|
6. TOOLING REQUIREMENT EVALUATION QUESTIONS |
|
|
TOOLING COSTS |
There are a number of important questions to be considered when evaluating the Tooling Costs as outlined below. |
TOOLING REQUIREMENT EVALUATION QUESTIONS |
1. |
- • What is the repayment period for a tool used under specific conditions?
- • For example, how long will it take a tool that costs $300 to pay for itself if it saves
10 cents on direct labor cost per unit of product at a specified rate?
|
2. |
- • How many products must be manufactured to pay for a jig of a specific estimated cost to show a particular saving in direct labor cost per unit of product?
- • What volume of production will be required to recover the cost of a particular jig valued at $200 to save 5 cents on direct labor cost on each piece?
|
3. |
- • What is the estimated cost of a fixture which is required to show a particular estimated unit saving in direct labor cost on a specified number of products?
- • What, for example, should be the "break-even" on a production run of 5,000 units if the fixture can save 10 cents on direct labor cost per unit?
|
4. |
- • What profit could be earned by a tool at a specific cost for an estimated saving in direct labor cost per unit and particular rate of production output?
- • What would be the profit generated by a $300 tool if it saves 5 cents in direct labor cost per unit on 800 units?
|
|
|
|
7. TOOLING MAKE-OR-BUY DECISION FACTORS |
|
|
TOOLING MAKE-OR-BUY DECISION |
The Make-Or-Buy-Decision in regard to the purchase of a particular Tool or its manufacture depends upon the cost, quality, and service related to a particular item.
Standard and perishable tools can usually be purchased from tool suppliers at reasonable prices, but special tools often present a practical problem. These tools can be manufactured within the company at fair cost if it has a Toolroom. Alternatively, it may become necessary to sub-contract the work to outside tooling specialists.
It is advisable to consider specific Make-Or-Buy-Decision Factors when deciding whether to make or purchase a particular tool, jig, die, or fixture as illustrated below. |
TOOLING MAKE-OR-BUY DECISION FACTORS |
|
|
|
|
 |
Tool
Cost Factor |
|
Tool
Quality Factor |
|
Tool
Service Factor |
It is necessary to estimate the cost of making the tooling, taking into account the appropriate cost of materials, labor, sub-contracting service, and toolroom overhead. |
|
It is often more economical to purchase tooling from tool specialists who usually
guarantee the quality of their products. When the company manufactures its own tooling, breakage usually represents a non-recoverable loss. |
|
Every tool is designed to provide a service at a specific level of production. Thus, if a particular tool is marginally more expensive than another tool, it is expected to recover the excess cost by means of additional service. |
|
|
|
|
8. TOOLING COST ESTIMATES |
|
|
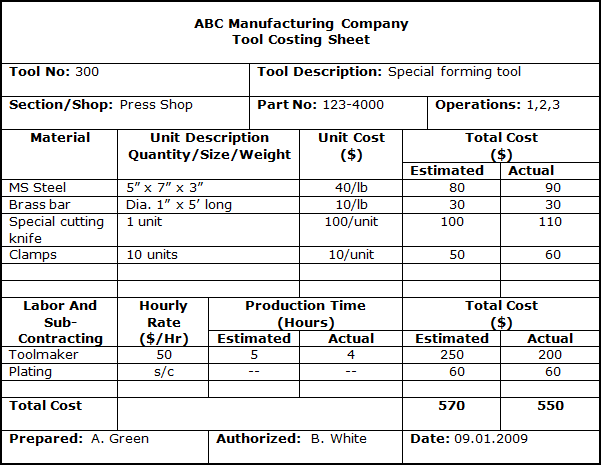
TOOLING COST ESTIMATES |
The prime purpose of Tooling Cost Estimates is to summarize all possible expenses associated with the manufacture of a particular tool, jig, die, or fixture. The process of estimating costs of special tooling requires completion of a Tool Costing Sheet. A typical Tool Costing Sheet is presented below.
The cost of tooling is usually lower and its quality on an equally acceptable level when tools are manufactured by specialists on the production line basis. It is necessary, therefore, to consider the overall cost of tooling prior to making the final decision in regard to its manufacture or purchase. Sometimes, the cost of special tooling may be lower if manufactured in the Toolroom, depending on the available facilities and the efficiency of its employees. |
|
|
9. SMALL BUSINESS EXAMPLE
TOOL COSTING SHEET |
|
|
TOOL COSTING SHEET |
 |
|
|
10. TOOLROOM WORK PLANNING AND CONTROL |
|
|
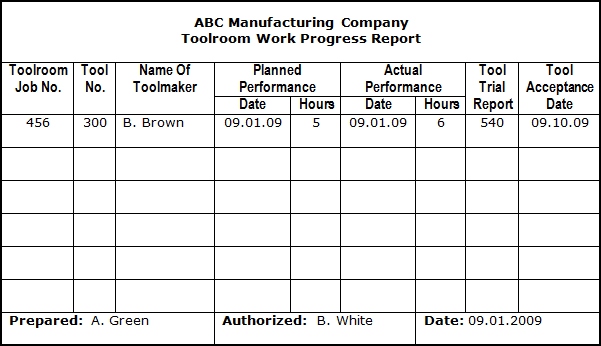
TOOLROOM WORK PLANNING AND CONTROL |
Once tool manufacturing requirements are identified, all tasks must be scheduled for timely execution. Each planned tool manufacturing assignment should be given a job number in accordance with existing work priorities in the Toolroom.
Detailed information related to each tool manufacturing job should be recorded in a Toolroom Work Progress Report. A typical illustration of a Toolroom Work Progress Report is presented below. |
|
|
11. SMALL BUSINESS EXAMPLE
TOOLROOM WORK PROGRESS REPORT |
|
|
TOOLROOM WORK PROGRESS REPORT |
|
|
|
12. TOOL TESTING PROCEDURES |
|
|
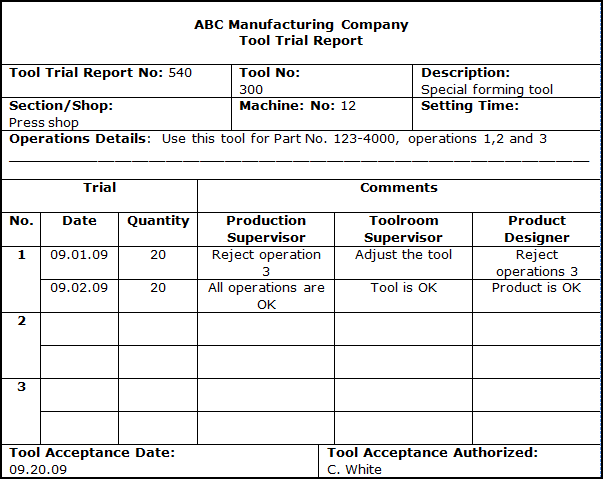
TOOL TESTING PROCEDURES |
Irrespective of their origin, all tools and dies should be tested on short non-productive runs before their actual use in the operations department. The results of such Tests must be properly recorded in a Tool Trial Report to ensure effective performance of tooling and to avoid unnecessary breakdowns and subsequent loss of production time.
Once the new tool is tested in the manufacturing environment, appropriate comments by the production, toolroom, and design office employees need to be summarized in the Tool Trial Report. Only with their approval can a particular tool be accepted for routine production runs.
A typical illustration of a Tool Trial Report is presented below. |
|
|
13. SMALL BUSINESS EXAMPLE
TOOL TRIAL REPORT |
|
|
TOOL TRIAL REPORT |
|
|
|
14. TOOL STANDARDIZATION PROGRAM |
|
|
TOOL STANDARDIZATION PROGRAM |
It is also necessary to standardize the tooling variety in the operations department. This becomes particularly important when the company grows in size and diversifies in various directions. One of the objectives of Tool Standardization is to minimize the number of suppliers and to reduce the range of special tooling. Development of a Tool Standardization Program has several advantages outlined below.
If a company has more than one facility using the same type of tooling, each facility can keep smaller stocks of replacement parts and thus reduce the overall investment in tooling. |
ADVANTAGES OF A TOOL STANDARDIZATION PROGRAM |
1. |
Purchase cost reduction. |
2. |
Spare parts level reduction. |
3. |
Storage space reduction. |
4. |
Administrative work reduction. |
|
|
|
15. TOOL PERFORMANCE AND MAINTENANCE RECORDS |
|
|
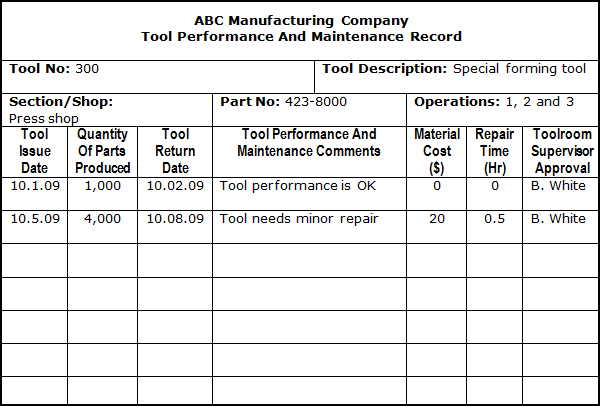
TOOL PERFORMANCE AND MAINTENANCE RECORDS |
The process of establishing suitable Tooling Standards should allow sufficient flexibility to accommodate new and more economical types of tools. It is necessary, therefore, to ensure the update of Tool Performance and Maintenance Records to provide an acceptable standard of tooling. These records will indicate the quality of tooling, the frequency of their servicing, and their degree of suitability for general production purposes.
All records related to operational performance of a particular tool need to be summarized in the Tool Performance And Maintenance Record. A typical illustration of a Tool Performance and Maintenance Record is presented below. |
|
|
16. SMALL BUSINESS EXAMPLE
TOOL PERFORMANCE AND MAINTENANCE RECORD |
|
|
TOOL PERFORMANCE AND MAINTENANCE RECORD |
|
|
|
17. TOOLING STORAGE FACILITY |
|
|
TOOLING STORAGE FACILITY |
Although many tools dies, jigs, and fixtures are stored in close proximity to their actual application, there are many other tools, dies, jigs, and fixtures, which may be stored in a Centralized Tooling Storage Facility. It is essential, therefore, that a centralized tooling storage facility is adequately controlled to ensure the most cost-effective utilization of tooling in the operations department.
The Tooling Storage Facility in the operations department, or Tool Crib, may be controlled in three different ways outlined below. |
TOOLING STORAGE METHODS |
1. |
Central Tool Crib.
Tools are located in one central storage place from where they are issued on demand. This method is suitable for small and medium-sized manufacturing companies. |
2. |
Sub-Tool Crib.
Tools are located in one central storage place from where they are distributed to sub-tool cribs which carry the necessary stock of tooling used by a specific production section. Production employees receive tools from a particular sub-tool crib, located in a certain production section. This method is suitable for larger manufacturing companies. |
3. |
Flexible Sub-Tool Crib.
This method is similar to the sub-tool crib tooling distribution. However, it represents a movable tool crib which can operate between floors in the form of an elevator and deliver tools to various sections. This method is suitable for medium-sized and large manufacturing companies accommodated in multi-story buildings. |
|
| |
ADDITIONAL INFORMATION ONLINE |
|
|
|
18. FACTORS RELATED TO TOOLING STORAGE FACILITY |
|
|
TOOLING STORAGE |
There are a number of factors related to the most cost-effective Tooling Storage procedure in the manufacturing organization outlined below. |
FACTORS RELATED TO TOOLING STORAGE FACILITY
• Facility Size And Plant Layout.
Tools can be stored in a central storage place or in a few smaller stores, depending on the size of the facility and plant layout.
• Allocation Of Space In Operations Department.
It is important to locate adequate tool storage facilities near those manufacturing sections that use most of the tools.
• Nature Of Product.
It is important to provide an adequate variety and quantity of tools depending on the nature of manufactured products.
• Method Of Operation.
It is essential to ensure a sufficient range and quantity of tools in accordance with requirements of various manufacturing methods. |
|
|
|
19. TOOL DISTRIBUTION METHODS |
|
|
TOOL DISTRIBUTION |
There are several distribution methods used for tools, dies, jigs, and fixtures which are not yet allocated to a particular machine or work center on a permanent basis. Three Tool Distribution Methods are outlined below. |
TOOL DISTRIBUTION METHODS
1. Selected tools are distributed to operators in accordance with Tool Requisitions prepared in advance for particular jobs. These tools are collected from operators and returned to the tool crib upon the completion of work.
- • This method of tool distribution is commonly used by manufacturing companies that operate on a regularly-planned basis and produce for stock or to order.
- • This method provides pre-planned and efficient distribution of tools to workers in accordance with current production requirements.
- • This method ensures that the time wasted by operators and machine idle time is minimized.
- • This method provides for effective tool maintenance and control, ensuring high overall utilization of tooling in the facility.
2. Selected tools are distributed to workers and are left in their possession for use on a permanent basis.
- • This method is used to some extend for production purposes, particularly in the Just-In-Time manufacturing environment.
- • This method has its limitations, because it would require a large quantity of tooling to satisfy the needs of all operators if tools were left permanently with them.
- • This method is useful for various non-manufacturing work centers in the operations department such as assembly, quality control, and maintenance sections. Most tools used by these sections are of a special nature and, therefore, are not required by manufacturing sections.
3. Selected tools are collected by workers from the tool crib and subsequently returned by them when the work is completed.
- • This method is also used by various manufacturing organizations. It is recommended that this method be avoided and replaced with an alternative one, depending on the nature of the production activity.
- • This method is undesirable in the normal production environment because it encourages equipment idleness, unnecessary conversations among production employees, and a waste of time, causing a reduction in the overall productivity level.
- • This method could be used by certain work centers within the operations department involved in irregular manufacturing work such as toolroom or maintenance section.
|
|
|
|
20. GUIDELINES FOR GOOD TOOLKEEPING |
|
|
IMPORTANCE OF GOOD TOOLKEEPING |
Regardless of the method used, it is essential to provide good service for Tool Distribution in the facility. Certain tools should be kept in a proper storage place and distributed to the production employees by Toolkeepers only when required.
General Guidelines For Good Toolkeeping are outlined below. |
GUIDELINES FOR GOOD TOOLKEEPING |
1. |
Toolkeepers should have adequate knowledge of all tools under their control. |
2. |
Delivery of tools should be done promptly and accurately in accordance with tool requisitions. |
3. |
Tools should always be kept in good working condition. |
4. |
Damaged and worn-out tools should be replaced by new or reconditioned ones. |
5. |
Tool damage should be assessed and charged to a proper account. |
6. |
Tool maintenance should be carried out on a regular basis. |
7. |
Unused tools should be collected and returned to the tool crib. |
8. |
Records of tool movements should be constantly updated. |
|
|
|
21. TOOL DISTRIBUTION SYSTEMS |
|
|
TOOLING DISTRIBUTION |
There are several Tool Distribution Systems which may be used by manufacturing companies as outlined below. |
TOOL DISTRIBUTION SYSTEMS |
1. |
Single-Check System.
The operator secures a receipt of a tool with a brass disc with his or her number stamped on it. This disc is hung on a hook at the place where the tool is stored, so that when the tool is required, the toolkeeper will know where to locate it in the facility. There is no record, however, of how many tools are in the possession of various operators and for what purpose they are used. |
2. |
Double-Check System.
This system is similar to the previous one except that an additional brass disc is placed under the name of the operator who is using the tool. The toolkeeper will now be able not only to locate each tool, but also to check the quantity of tools issued to a particular operator. |
|
|
|
22. TOOL MAINTENANCE |
|
|
TOOL MAINTENANCE |
It is essential to ensure that most tools, including the damaged and worn ones, are properly inspected and repaired only by toolmakers or other specialized employees. This is the primary function of the Tool Maintenance person.
The efficiency of tools depends substantially on the condition in which they are kept.
Cutting efficiency, for example, depends primarily on the tools' sharpening methods and even slight variation of tool angles will reduce efficiency to a large degree. An additional reason for sharpening and repairing tools in the toolroom is that it is more economical than to allow the operator to handle this procedure at the expense of his or her productive time. |
| |
ADDITIONAL INFORMATION ONLINE |
|
|
|
23. FOR SERIOUS BUSINESS OWNERS ONLY |
|
|
ARE YOU SERIOUS ABOUT YOUR BUSINESS TODAY? |
Reprinted with permission. |
|
24. THE LATEST INFORMATION ONLINE |
|
|
| |
LESSON FOR TODAY:
You Are Only As Good As Your Tools!
|
Go To The Next Open Check Point In This Promotion Program Online. |
| |
|


